

در ساخت تابلو برق باید سه تخصص علمی و فنی، فلز کاری و رنگ کاری و الکتریکی را با هم در یک صنعت هماهنگ و تلفیق سازیم.در واقع اکثریت کارخانجات تولید تابلو برق ،که امکان تمامی پروسه ساخت بدنه تابلو و رنگ آمیزی و وایرینگ و ارتباط مدارات الکتریکی را در یک فضا و مکان دارند ،باید از سه علم مکانیک و شیمی و برق در یک مجموعه برخورد باشند و این صنعت پل ارتباط این سه رشته تخصصی با یکدیگر می باشند .

ساخت تابلو برق صنعتی
در حالت کلی تابلو برق ها دارای مصارف خانگی و یا صنعتی میباشند، که البته ساخت تابلو برق صنعتی با تابلو برق خانگی کاملآ دارای مراحل تولید یکسانی بوده و فقط در ابعاد و یا در تجهیزات الکتریکی و همچنین سطح ولتاز با هم دارای تمایز میباشند .گاهآ در ساخت تابلو برق صنعتی ممکن است ضخامت ورق تابلوها ، بیشتر از تابلو برق خانگی در نظر گرفته شود.نکته بسیار حائز اهمیت در ساخت تابلو برق صنعتی، قرارگرفتن آن در محیط داخل (محیط سربسته) و یا محیط خارج(محوطه سر باز) است که با این اطلاعات انتخاب نوع رنگ بر پایه اپوکسی و یا پلی استر صورت میپذیرد
مراحل کلی ساخت تابلو برق
مراحل ساخت تابلو برق بصورت متداول شامل ۴ مرحله کلی میباشد ،اولین مرحله طراحی و مدارات با توجه به داده ها و خواسته ها و مدارات مورد نیاز در یک تابلو و محاسبات سایز و اندازه تابلو بصورت بهینه ، دومین مرحله ، بخش شیت متال (ساخت و منتاژ بدنه ) ، سومین مرحله بخش خط رنگ پودری الکترو استاتیک کوره ای ( عایق و زیبایی) و چهارمین مرحله ،بخش وایرینگ الکتریکال و ارتباط مدارات و داده های ورودی و خروجی و عملکرد الکتریکی میباشد .
مراحل عملیاتی ساخت تابلو برق در کارخانه
در یک کارخانه تولید تابلو برق که دارای تمامی مراحل عملیاتی ساخت تابلو برق در یک مجموعه بصورت in door باشد واحدو بخش های ذیل در آن کارخانه تولیدی لحاظ می شود. اولین واحد ،واحد مهندسی طراحی مدارو محاسبه بهینه ابعاد تابلو برق – دومین واحد ، شیت متال و یا فلز کاری تابلو برق –سومین واحد،خط رنگ پودری الکترواستاتیکی کوره ای تابلو برق – چهارمین واحد ،تزریق فوم پلی اورتان تابلو برق – پنجمین واحد ،منتاژ بدنه تابلو برق – ششمین واحد، وایرینگ الکتریکال و ارتباط مدارات تابلو برق – هفتمین واحد ،واحد بسته بندی و بارگیری تابلو برق میباشد که در ذیل به اختصار به بررسی هر یک از این هفت واحد ( بخش ) در کارخانه تولید تابلو برق میپردازیم
واحدمهندسی طراحی مدار و محاسبه بهینه ابعاد تابلو برق
در این بخش تیم مهندسین برق یک مجموعه تابلو سازی ، با توجه به نرم افزار های طراحی مدارات ،شبکه های الکتریکی و الکترونیی را با کمترین فواصل نسبت به هم با در نظر گرفتن ابعاد و قطعه الکتریکی و با بالاترین کارآرایی مورد نیاز ، برآورد هزینه های اقتصادی بصورت کاملا بهینه ، مدارات الکتریکی را طراحی کرده و نوشته ها جانمایی می کنند. سپس برای جانمایی ،حداقل فضای مناسب و بدون تداخل ،ابعاد تابلو مورد نظر را محاسبه و نقشه بدست آمده را به واحد شیت متال ارائه می دهند
واحد شیت متال و یا فلز کاری تابلو برق
در این بخش از کارگاه ، پس بررسی ابعاد تابلو ،ورق مورد نیاز و بهینه در ابعاد شیت ورق را تهیه و با توجه به ابعاد برش محاسبه شده ،شروع به عملیات برشکاری اوراق مینمایند که اکثرا این اوراق برای بدنه تابلو برق از نوع روغنی st12 به ضخامت ۱.۵میلیمتر و برای صفحه کار از نوع ورق گالوانیزه به ضخامت ۱.۵ استفاده میشود. چنانچه تابلو طراحی شده از نوع ایستاده و سلولی باشد ،برشکاری ستونها و پلها نیز به این بخش اضافه می گردد پس از مرحله برشکاری ،نوبت به مرحله پانچکاری رسیده و در اکثر کارخانجات با دستگاه پانچ CNC پانچکاری و سوراخکاری با توجه به نقشه روی قطعات ورق خمکاری را انجام گرفته و بعد از این مرحله تمامی قطعات به واحد جوشکاری رفته و پس از جوشکاری از نوع CO2 و متصل شدن بدنه و یکپارچگی و یا اتصال ستونها و پلها به یکدیگر (در تابلو سلولی ) عملیات پرداختکاری و ساب زدن بر روی جوش ها صورت میپذیرد سپس قطعات برای چک شدن نهایی منتژ شده و ایرادات احتمالی بررسی و چک می شوند .
واحد رنگ پودری الکترواستاتیکی کوره ای تابلو برق
هنگامیکه عملیات فلزکاری بر روی بدنه تابلو برق نهایی شد ،بدنه تابلو ها و قطعات مربوط آماده شست و شو قبل از مرحله پاشش رنگ می شوند . عملیات شستشو دارای ۵ مرحله شستن و یک مرحله خشک کردن میباشد که مرحله اول شستشو در وان استیل چربیگیر ،مرحله دوم آبکشی با آب گرم ،مرحله سوم ،آبکشی با آب سرد ،مرحله چهارم وان استیل فسفاته ،مرحله پنجم ، سیلر و در نهایت پس از ریزش مایعات مذکور از روی قطعات و بدنه ها وارد دستگاه خشکن شده و بدنه تابلوهای برق بصورت کامل حرارت دیده و خشک می شوند. مجموع این مراحل شستشو خشک کن موجب می شوند تمامی چربیها ،زنگ زدگیها،کثیفیها از روی سطح تابلو برق زدوده شوند.
بعداز شستشوی کامل ،تابلو ها به کابین پاشش رنگ وارد شده و اپراتور پس از انتخاب رنگ مورد تایید و تنظیمات دستگاه پاشش و استارت ساکشن ،توسط گان پاشش شروع به پاشیدن مقدار لازم رنگ پودری بر روی سطوح می کند و رنگهای پودری ریخته شده و مازاد در کف کابین پاشش مجددا توسط ساکشن مکیده شده و بازیافت می گردند
شایان ذکر است پاشیدن رنگ پودری بر روی سطوح تابلو برق ،کاملآ تجربی بوده و اپراتور باید دارای مهارت و تجربه باشد
جذب رنگ ها و چسبیدن آنها به سطوح مورد نظر کاملا بر اساس یون مثبت و منفی صورت میپذیرد بصورتیکه بدنه تابلو توسط اتصال دارای بار منفی شده و رنگ پودری توسط دستگاه پاشش و گان ،دارای یون مثبت می گردند و وقتی شاسی گان توسط اپراتور جذب می شود ،یونهای مثبت (رنگ پودری) به سمت یونهای منفی شلیک و حمله ور شده و به سطوح میچسبند.
پس از این مرحله تابلوها و متعلقات وارد کوره پخت رنگ می شوند وسپس در حدود نیم ساعت تا حدود ۲۰۰ درجه تابلوهای برق حرارت دیده و رنگ آنها به اصطلاح پخته می شوند .
لازم به توضیح است ضخامت سطح رنگ طبق استاندارد باید حدود ۷۰ الی ۸۰ میکرون باشد.پس از تست رنگ به روش کراس کات و ضخامت سنج و تایید آن توسط کارشناسان کنترل کیفیت ،تابلوها وارد مرحله بعدی می شوند.
واحد تزریق فوم پلی اورتان تابلو برق

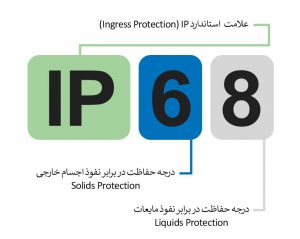
چنانچه به جهت بالا رفتن IP ضریب نفوذپذیری تابلو برق، درب تابلوها نیاز به تزریق فوم از مواد پلی یول داشتند ،در این بخش توسط تزریق فوم CNC روی دربها تزریق فوم صورت میپذیرد.دقت فرمایید که چنانچه این مرحله در مراحل تولید در نظر گرفته شود ،قبل از منتاژ درب تابلو بر روی بدنه (بعد از مرحله رنگ ) ،باید بر روی درب ها تزریق فوم تعبیه شود و سپس به واحد منتاژ منتقل گردند.
واحد منتاژ بدنه تابلو برق
در این بخش کارگران منتاژ کار قطعات و اجزای رنگ شده تابلو برق را منتاژکرده و بدنه و فیزیک تابلو برق ها را سرهم می کنند بصورتیکه درب ،قفل ،لولا،صفحه کار،پایه و….دقیقا سرجای خود قرار گیرند و ساختار کلی بدنه تابلو برق بصورت دقیق برقرار و پایدار شود .
واحد وایرینگ الکتریکال و ارتباط مدارات تابلو برق
در این بخش کارگران و تکنسین های تخصصی وایرینگ مدارات الکتریکی مطابق نقشه ها ،در ابتدا جانمایی تجهیزات الکتریکی بر روی صفحه کار و یا بدنه و درب تابلو برق مشخص و نصب کرده سپس شروع به ارتباطات مدارات الکتریکی با نظم و دقت کامل و به طور کلی وایرینگ الکتریکال و ارتباط مدارات تابلو برق را برقرار ساخته و در نهایت پس از تستهای مختلف از عملکرد کامل مدارات اطمینان حاصل می نمایند
واحد بسته بندی و بارگیری تابلو برق

در این بخش همانطور که از نام آن پیداست تابلوها بر روی پالت توسط نایلون حبابدار بسته بندی شده سپس تسمه کشی می شوند و پس از انبارش صحیح ، در موعد مقرر توسط جک پالت و یا لیفتراک و یا بارگیری دستی به ماشین و یا کامیون حمل بار منتقل شده و پس از بارگیری صحیح و با دقت آماده حمل به سایت کارفرما می گردند.






No comment yet, add your voice below!