

تولید سینی کابل اولین بار در کشور آمریکا، جهت بستر سازی و حفاظت از کابل در هنگام انتقال، از نقطه ای به نقطه دیگر انجام پذیرفت.این صنعت در کشور ما نیز توسط مهندسین آمریکایی و سرمایه گذاری آنها به صنایع کشور ایران اضافه شد.تولید سینی کابل در ابتدا با فلز ورق آهن انجام میپذیرفت و در سالهای اخیر با اختراع مواد اولیه کامپوزیت و یا به عبارت دیگر مشتقات PVC با ترکیب الیاف، تولید سینی کابل و نردبان کابل کامپوزیتی (FRP-GRP) را به عرصه تولید اضافه کرد.
ساخت سینی کابل فلزی در دنیا به دو روش خمکاری با ماشین آلات پرس برک ، و همچنین ماشین آلات رول فورمینگ در طولهای مختلف صورت میپذیرد.
تولید سینی کابل با دستگاه پرس برک

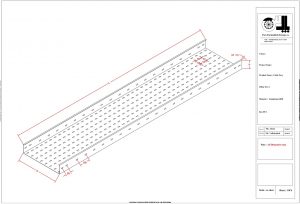
در این روش که متداولترین روش خط تولید سینی کابل فلزی در دنیا میباشد، ورق فلزی که آهن و یا ورق گالوانیزه و یا ورق آلومینیوم و یا استنلس استیل میباشد،پس از برشکاری در ابعاد دلخواه با توجه به گسترده سینی کابل و همچنین طول آن وارد مرحله پانچکاری شده و پانچها بوسیله دستگاه CNC و یا پرس ضربه ای در سطح ورق ایجاد سوراخهای گرد و یا لوبیایی و یا هر دو ایجاد شده و سپس طی چندین مرحله خمکاری (باتوجه به دو خم و یا چهارخم و یا شش خم بودن سینی کابل)بوسیله دستگاه پرس برک ،خمهای دلخواه با توجه به اندازه های درخواستی مطابق نقشه از سازنده سینی کابل در قطعه ورق ایجاد شده و قطعه نهایتآ سینی کابل نام میگیرد.
تولید سینی کابل با دستگاه رول فورمینگ

در این روش، تولید سینی کابل تا قبل از مرحله خمکاری،مطابق روش بالا بوده ولیکن مرحله خمکاری آن توسط دستگاههای پرس برک و خمهای متوالی طی چندین مرحله صورت نمیپذیرد، بلکه قطعه ورق پانچ شده وارد دستگاه رول فورمینگ شده و بصورت همزمان با عبور قطعه ورق از زیر غلطک ها و فشار غلطکها و سطوح ورق خمها در یک مرحله روی سطح ورق ایجاد می شود بطوریکه قطعه ورق پانچ شده از یک سو به دستگاه وارد می شود و از سوی دیگر محصول نهایی که سینی کابل می باشد تحویل گرفته می شود.
معایب و محاسن روش تولید با دستگاه پرس برک و با دستگاه رول فورمینگ
در روش تولید سینی کابل با دستگاه پرس برک ،قابلیت تولید سینی کابل در ابعاد و اندازه های مختلف (تغییر اندازه خمها )بالاتر بوده و دقت در این مدل تولید بالاتر میباشد البته باید کالیبرگی و دقت دستگاه پرس برک را هم در نظر گرفت زیرا مقوله بسیار مهمی برای سازنده سینی کابل میباشد. در روش ساخت سینی کابل با دستگاه رول فرمینگ ،سعت تولید در مرحله خمکاری به شدت بالاتر رفته و هزینه تولید و زمان پایین تر می آید . و در این روش برای تولید تیراژ بالا و تولید بصورت دپو ،بسیار مقرون به صرفه تر برای سازنده سینی کابل میباشد.
شرکت پارس فرابخش انرژی تولید سینی کابل خود را با روش خمکاری با دستگاه پرس برک CNC با برند AMADA ژاپن انجام داده بطوریکه دقت خمکاری بسیار بالا و کاملا بر طبق درخواست کارفرما می تواند متغییر باشد. لازم به توضیح است که عملیات پانچکاری بر روی قطعه ورق نیز با دستگاه CNC AMADA بصورت گرد و لوبیایی با دقت بسیار بالا و بدون پلیسه انجام میپذیرد و قابلیت تغییر فواصل بین پانچها هم به صورت طولی و همچنین عرضی برای این شرکت جود دارد.





No comment yet, add your voice below!