

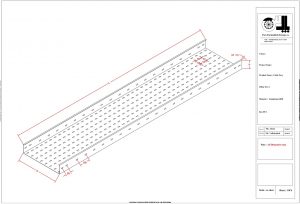
در این مقاله مراحل ساخت سینی کابل و نردبان کابل در کارخانه شرکت پارس فرابخش انرژی, که بصورت کلی شامل ,برشکاری, پانچکاری,خمکاری میباشد و بصورت فنی و به اختصارتوضیح میگردد:پس از انتخاب و خرید ورق مرحله اول در ساخت سینی کابل,برش کاری آنها میباشد. ورق های آهن در بدو ورود به کارخانه پس از پشت سر گذاشتن مراحل تست و کنترل کیفی به بخش برش انتقال داده میشوند . در این بخش با توجه به اندازه گسترده سینی کابل مورد نظر برای ساخت ، ورق های آهن برش داده میشوند.مرحله دوم ساخت سینی کابل, مرحله پانچکاری است. ورق های برش خورده از واحد مربوطه به سمت واحد پانچینگ منتقل میگردند, در این واحد با استفاده از پرس های ضربه ای با قدرت های ۲۰ تا ۱۰۰ تن ویا دستگاه پانچ CNC و با استفاده از پیشرفته ترین قالب های ساخته شده توسط شرکت ، تمامی سینی های کابل پانچ می گردند . با توجه به کیفیت بالای قالب های موجود در کارخانه عموماً سینی کابلها دارای کیفیت پانچ بالا و بدون پلیسه میباشند.مرحله دوم در ساخت سینی کابل, خمکاری بوده که این واحد در واقع آخرین مرحله از ساخت سینی کابل میباشد .در این مرحله سینی های کابل با توجه به عرض و ارتفاع آنها خم کاری میشوند. مرحله دیگر در صورت نیاز مرحله عملیات تکمیلی است. بعضاً تعدادی از متعلقات سینی کابل نیازمند عملیات تکمیلی نظیر جوشکاری میباشند که در صورت نیاز به واحد جوشکاری انتقال داده میشوند . کلیه سه راهی ها و اتصالات جانبی سینی کابلهای تولیدی در این شرکت با استفاده از پیشرفته ترین دستگاههای جوش Co2 جوشکاری میشوند.
نکات ضروری درمراحل ساخت سینی کابل

الف- در بررسی کیفیت ورق گالوانیزه دقت کافی را مبذول دارید . ورق های گالوانزه فابریک باید فاقد شوره و پوشش یک دست باشند . در صورتی که سینی کابل انتخابی شما از نوع گالوانیزه گرم است . میزان پوشش گالوانیزه مطابق استاندارد ASTMa123 می بایست بین ۶۰ تا ۹۰ میکرون باشد . بدین منظور حتماً از تولید کننده درخواست نمایید تا دستگاه تست ضخامت گالوانیزه را در اختیارتان قرار دهد .ب- اندازه دقیق عرض و ارتفاع سینی کابل ها را با کولیس بررسی نمایید تا از یکسان بودن اندازه سینی ها اطمینان حاصل نمایید . در صورتی که اندازه ها یکی نباشد ، عملیات نصب سینی ها بسیار دشوار خواهد بود.ج- در زوایای خم سینی ها دقت کافی را مبذول فرمایید . کلیه خم ها در سینی کابل باید با زاویه ۹۰ درجه باشند . اگر این زاویه بیشتر و یا کمتر باشند بدون شک در عملیات نصب سینی مشکلات زیادی به وجود خواهد آمد .د- کیفیت جوش کاری بر روی قطعات و اتصالات باید بالا باشد به طوری در محل های جوش پوشش لازم ایجاد شده باشد . در صورتی که جوشها به صورت پیوسته نباشند به مرور زمان و در اثر Deflection ایجاد شده بروی ورق امکان از بین رفتن جوش وجود دارد.س- در آخر هنگام بررسی بسته بندی نهایی از محکم بودن تسمه ها اطمینان حاصل نمایید. در صورتی که سینی های کابل بر روی پالت قرار نگرفته باشند ، تخلیه آن بسیار مشکل خواهد بود.
نکات ضرروری در مراحل ساخت سینی کابل پارس فرابخش انرژی :
به غیر از توضیحات ضروری فوق, نکات ضروری در مراحل ساخت سینی کابل پارس فرابخش انرژی لازم به شرح میباشد :الف- طراحی پانچ های گرد و لوبیایی جهت تهویه هر چه بهتر کابل در بستر سینی کابل با دستگاه پانچCNC بدون پلیسه.ب- طراحی دقیق اتصال های رابط جهت سهولت در نصب سینی کابلها به یکدیگر. ج- طراحی دقیق متعلقات ( زانویی و سه راهی ) جهت سهولت در چرخش کابل بر روی سینی کابل.






No comment yet, add your voice below!